Overview
Electric process heaters (EPHs) are industrial equipment similar to shell & tube heat exchangers and motor driven pumps. EPHs compare with heat exchangers for their process and mechanical design and with pumps for their electrical and mechanical design. EPHs are commonly used in the oil & gas industry: offshore, refinery, petrochemical, midstream, power and renewable energies. The advantages of EPH technology are ease of operation, no emissions, nearly 100% efficient, smaller footprint, lower capital cost, higher outlet temperature and remote heating.
Application
Applications abound in natural gas, tail gas, air, nitrogen, steam, molten salt, molten sulfur, crude oil, diesel, kerosene, heat transfer fluids, glycol/water, potable water, fire water, caustic wash, and glycol / amine reboiling, to name a few.
The heart of an EPH is the heater bundle. The heater bundle is typically made up of multiple hairpin heater elements ranging from one electrical circuit to several electrical circuits for proper distribution of power through the electrical wires to the heater bundle. The hairpin elements are welded into a “tube sheet” and an Underwriters Laboratory / Canadian Standards Association (UL/CSA) housing protects the electrical connections. One or several hairpin elements have their temperature monitored, typically with a resistance temperature detector (RTD) sensor. Other arrangements, such as duct heaters, indirect heaters, and a variety of special designs exist.
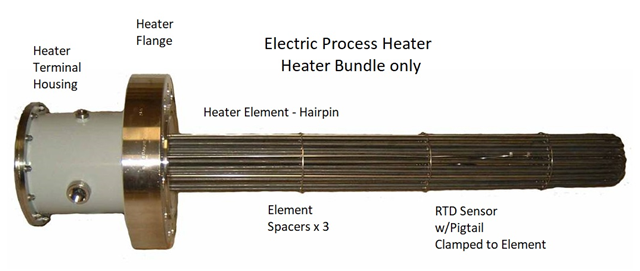
Figure 1 – An EPH bundle
The heater bundle can be contained in a fitted pressure vessel for maximum fluid velocity across the elements or can be inserted into a tank for keeping the process warm or to boil liquids out of a fluid. Sizes range from a few kilowatts to a few megawatts. Most engineers are familiar with shell & tube exchangers, but the heat transfer of an EPH is different. A heat exchanger’s maximum temperature is limited by the hot inlet fluid. An EPH’s maximum temperature is limited by the heat transfer coefficient, a variable, based on the control panel. Unlike heat exchangers, EPH applications also do high temperature heating as the heater elements can easily operate above 1200°F/650°C in gas applications. At bundle temperatures over 1000°F/540°C, the internal wall of the pressure vessel will rise above the process gas temperature and essentially double the heat transfer area. There are also similarities, such as more pressure drop gives better heat transfer. A good example of EPH heat transfer is that the process cools the heater elements and higher flow allows for higher watt density. So making the EPH bundle a smaller diameter and using full SCR control allows for higher heat flux. If on/off control is used, the bundle temperature will increase with decrease in flow. The advantage of full SCR control is the sheath temperature of the EPH will drop with less power applied (Figure 2).
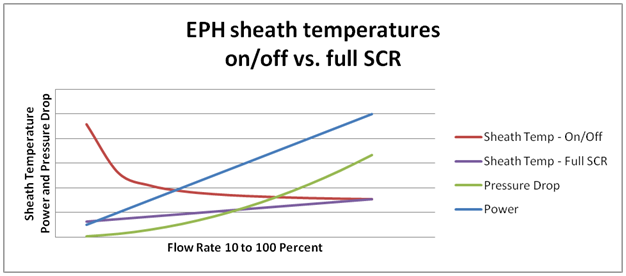
Figure 2 – EPH bundle temperature vs. flow rate
Three basic EPH calculations determine power, film temperature and pressure drop.
- Power if a function of mass flow, specific heat and delta temperature,
- Sheath temperature is a function of four physical properties (density, specific heat, thermal conductivity, and viscosity), the Reynolds number, and the heat flux (watt density).
- Pressure drop is a function of density, velocity, pressure vessel and heater bundle geometry
Advantage
Vulcanic EML electric process heaters are custom engineered for your particular heating application. Our design team reviews your specification to engineer and build a heater, instrumentations and control panels to suit your particular application. We consider factors such as sheath temperature, maximum vessel temperature, maximum fluid temperature, control philosophy, response time, power controller type, power harmonics, serviceability and much more in the design of your heating system. Even though these are very elementary application, many of these heaters suffer from short heater life due to corrosion (oxidation, erosion, pitting), fouling, and moisture issues. Let us help you design and select a heater that would provide satisfactory service. We can also repair, rebuild and restore your damaged electric heaters. In many cases, we can rebuild the heater better than it was first built by the OEM. Give us a call so we may help you solve your problems.
Products
Electric process heaters are also used in other applications and forms such as:
Electric Immersion HeaterElectric Circulation Heater
Specialty Heater